- Vacuum furnace & oven
- Annealing Furnace & Oven
- Tempering furnace & oven
-
Carburizing furnace & Ovens
-
Bell Type Furnace
-
Pit Type Furnace & Well Type Furnace
-
Box Furnace & Chamber Furnace
-
Car Bottom Furnace & Bogie Hearth Furnace
-
Nitriding furnace & Ovens
-
Melting furnace & Ovens
- Quenching furnace & Ovens
-
Rapid quenching furnace & Ovens
- Forging furnace & Ovens
- Bright heat treatment furnace & Ovens




Pit-type vacuum furnace & Ovens
Heat treatment furnace manufacturer,Jiangsu Hongtai Industrial Furnace Technology Co., Ltd
Pit-type vacuum furnace is mainly used for ceramic firing, vacuum smelting, degassing and annealing of electric vacuum parts, brazing of metal parts, and ceramic-metal sealing.
Products
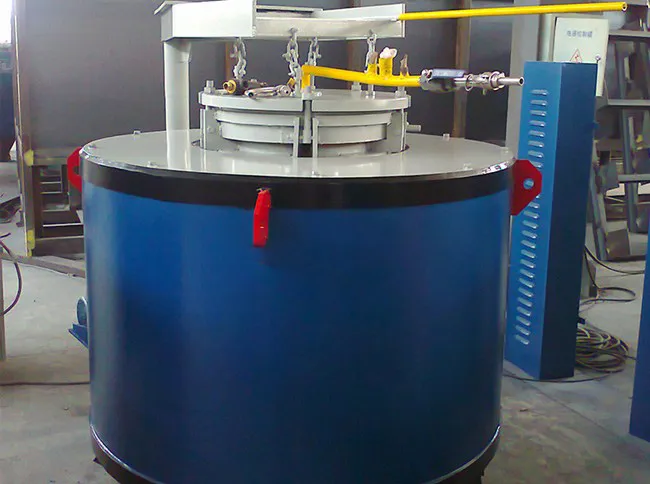
Pit-Type Vacuum Furnace & Ovens
Advanced Vacuum Heat Treatment for Precision Components
Product Introduction
Our Pit-Type Vacuum Furnaces and Ovens are state-of-the-art vertical heat treatment systems designed for processes requiring a high-purity, controlled atmosphere. By evacuating air from the heating chamber, these furnaces eliminate oxidation, decarburization, and contamination, making them ideal for treating sensitive materials and achieving superior metallurgical properties. Their pit-type design allows for efficient loading and processing of long, heavy, or vertically oriented components using overhead cranes, minimizing floor space requirements. These furnaces offer precise temperature control, excellent uniformity, and rapid heating/cooling capabilities, ensuring optimal results for applications such as bright annealing, vacuum brazing, sintering, and degassing. They are indispensable for industries demanding the highest quality and integrity in their heat-treated parts, including aerospace, medical, and advanced manufacturing.
Key Advantages of Our Pit-Type Vacuum Furnaces & Ovens
- Contamination-Free Processing: Vacuum environment prevents oxidation, decarburization, and surface contamination, preserving material integrity.
- Superior Material Properties: Achieves enhanced mechanical properties, bright surface finishes, and reduced distortion.
- Ideal for Long Components: Vertical design perfectly accommodates long shafts, rods, and tubes, ensuring uniform heat treatment in vacuum.
- Efficient Material Handling: Below-floor installation allows for easy loading and unloading of heavy, tall parts using overhead cranes.
- Precise Temperature Control: Advanced heating systems and controls ensure excellent temperature uniformity and precise process replication.
- Versatile Applications: Suitable for bright annealing, vacuum brazing, sintering, degassing, hardening, and tempering of various metals and alloys.
- Robust & Durable Construction: Built with high-quality materials for long operational life and minimal maintenance, even under demanding vacuum conditions.
- Space-Saving Design: Vertical orientation minimizes floor space requirements, making it suitable for facilities with limited horizontal space.
Technical Specifications
| Parameter | Unit | Range/Value | Notes |
|---|---|---|---|
| Maximum Operating Temperature | °C | Up to 1350 (standard), up to 3000 (special) | Customizable for specific applications |
| Working Dimensions (Diameter × Height) | mm | Customizable | Designed to customer specifications for various part sizes |
| Ultimate Vacuum Level | Pa | 10⁻⁴ to 10⁻¹ | Achieved via multi-stage vacuum pump system |
| Temperature Uniformity | °C | ±5 (typical) | Ensures consistent heat treatment results |
| Heating Method | - | Electric Resistance (Graphite, Molybdenum, Tungsten) | Optimized for vacuum environment |
| Cooling Method | - | Gas Quenching (Nitrogen, Argon), Vacuum Cooling | Selected based on desired material properties and cooling rates |
| Load Capacity | kg | Up to 10,000+ | Designed for heavy and long components |
Working Principle
Pit-type vacuum furnaces operate by creating a controlled, oxygen-free environment within the heating chamber, which is crucial for processing materials that are sensitive to oxidation or contamination. The process begins with loading components into a basket or fixture, which is then lowered into the vertical furnace chamber. Once sealed, a multi-stage vacuum pump system evacuates the air and other atmospheric gases from the chamber, achieving a high vacuum level (e.g., 10⁻⁴ Pa). Heating elements, typically made of graphite, molybdenum, or tungsten, then raise the temperature of the components to the desired level. Heat transfer primarily occurs through radiation in the vacuum. After the heating and soaking cycles, the furnace can perform controlled cooling, often using inert gas quenching (e.g., nitrogen or argon) or slow vacuum cooling, to achieve the desired metallurgical properties without surface reactions. The vertical design is particularly advantageous for long components, ensuring uniform heating and cooling throughout their length.
Process Flow
Material Loading
Components are loaded into a basket and lowered into the pit-type vacuum furnace.
Vacuum Evacuation
The furnace chamber is sealed, and a vacuum pump system evacuates air to the desired vacuum level.
Heating & Soaking
Material is heated to the target temperature in vacuum and held for a specified duration.
Cooling & Unloading
Components are cooled (gas quenching or vacuum cooling) and then removed from the furnace.
Solving Customer Pain Points
Oxidation & Surface Contamination
Our vacuum environment completely eliminates oxidation and surface contamination, ensuring bright, clean parts with superior surface integrity.
Inconsistent Heat Treatment Results
Precise temperature control and uniform heating in vacuum ensure consistent and repeatable metallurgical properties across all components, especially long ones.
Material Distortion & Cracking
Controlled heating and cooling rates in vacuum minimize thermal stresses, significantly reducing distortion and cracking in sensitive materials.
Handling Long & Vertically Oriented Components
The pit-type design is specifically optimized for efficient and safe handling of long shafts, rods, and other vertically oriented parts, simplifying loading and unloading.
High Operating Costs & Maintenance
Our energy-efficient design and robust construction lead to lower operating costs and reduced maintenance, maximizing uptime and productivity.
Limited Process Versatility
These furnaces support a wide range of advanced heat treatment processes, including bright annealing, brazing, and sintering, offering high versatility for diverse applications.
Customer Success Story
A leading medical device manufacturer implemented our Pit-Type Vacuum Furnace for brazing critical titanium implants. They achieved consistently strong, void-free joints with no discoloration, meeting stringent biocompatibility and performance standards, which was previously challenging with conventional methods.
Customization & Support
We offer extensive customization options for working dimensions, temperature range, and vacuum levels to perfectly match your specific heat treatment requirements for long and vertically oriented components. Our expert team provides comprehensive support from design and installation to training and after-sales service, ensuring seamless integration and optimal performance.
Related Keywords
pit type vacuum furnace, vacuum heat treatment, high purity annealing, brazing, sintering, degassing, industrial vacuum ovens, vertical vacuum furnace, aerospace heat treatment, medical device heat treatment, advanced materials processing

Operating Principle
Pit-type vacuum furnaces operate through a hermetically sealed vertical chamber design where workpieces are loaded via overhead crane. The triple-stage vacuum system initially evacuates air to 10⁻¹Pa via rotary vane mechanical pumps, followed by oil diffusion pumps reducing pressure to 10⁻⁴Pa range. For ultra-high vacuum processes (10⁻⁵Pa), turbomolecular pumps activate to remove residual gases through momentum transfer mechanisms. This oxygen-free environment prevents surface reactions during heating.
Thermal processing utilizes radiation heating from molybdenum-alloy heating elements arranged in 16 independent zones. Each zone employs dual closed-loop control: K-type thermocouples monitor temperature gradients while infrared sensors provide real-time emissivity correction, achieving ±1°C uniformity at 1300°C. Post-heating, programmable gas quenching injects high-purity N₂/Ar at 20bar pressure through strategically placed nozzles, enabling cooling rates up to 150K/s for martensitic transformations.
Core Heat Treatment Processes
Bright Annealing
- Process: Parts are heated to 800-1100°C under <5×10⁻⁴Pa vacuum, suppressing oxide formation through thermodynamic equilibrium control.
- Metallurgical Effect: Eliminates decarburization in tool steels (e.g., H13) and preserves surface reflectivity of nickel superalloys.
Vacuum Brazing
- Process: Controlled H₂ atmosphere (dew point ≤-70°C) reduces metal oxides at 900-1200°C. Filler metals (BNi-2/BAg-8) flow via capillary action with wetting angles <10°.
- Application: Aerospace turbine seal rings achieve joint strength >95% of base material.
Diffusion Bonding
- Process: Ti-6Al-4V components bonded under 10⁻³Pa vacuum at 90% melting point temperature (~1300°C) with 15MPa pressure.
- Outcome: Intergranular diffusion creates monolithic structures with >99.9% density.
Vacuum oven, that is, in the furnace cavity of this specific space using a vacuum system (by the vacuum pump, vacuum measurement devices, vacuum valves and other components carefully assembled) will be part of the furnace cavity material discharge, so that the pressure in the furnace cavity is less than a standard atmospheric pressure, the furnace cavity space so as to realize the vacuum state, which is the vacuum furnace.
Product Description:
This is a device for heating in a vacuum environment. In the metal shell or quartz glass sealed furnace chamber with piping and high vacuum pump system connection. The vacuum degree of the furnace chamber can be up to 133×(10-2~10-4) Pa. The heating system in the furnace can be directly heated by resistance wire (such as tungsten wire), or can be heated by high-frequency induction. The temperature can reach about 3000℃. It is mainly used for ceramic firing, vacuum smelting, degassing and annealing of electric vacuum parts, brazing of metal parts, and ceramic-metal sealing.
Advantages
(1) The oxidation and decarburization of the surface of the workpiece during the heating process are eliminated, and a clean surface without deterioration layer can be obtained. This improves the cutting performance of tools that are only ground on one side during sharpening (e.g., twist drills are ground so that the decarburized layer on the surface of the grooves is directly exposed to the cutting edge).
2)No need for three waste treatment.
(3) Furnace temperature determination, monitoring and control accuracy is significantly improved. Thermocouple indication value and furnace temperature temperature to ± 1.5 ° c. But the temperature difference between different parts of a large number of workpieces in the furnace is large, if the use of dilute gas forced circulation, can still be controlled in the range of ± 5 ° c temperature difference.
(4) high degree of mechanical and electrical integration. On the basis of temperature measurement and control accuracy, workpiece movement, air pressure adjustment, power regulation can be pre-programmed settings, according to the step-by-step implementation of quenching and tempering.
(5) Energy consumption is significantly lower than the salt bath furnace. Modern advanced vacuum furnace heating chamber using thermal insulation materials made of heat-insulating walls and barriers, can be highly concentrated in the heating chamber of electric energy, energy saving effect is significant.
Function
Vacuum quenching (tempering, annealing) is a treatment method to achieve the expected performance by heating and cooling the material or parts under vacuum according to the process protocol.
Vacuum brazing is a welding process in which a group of welded parts is heated to a temperature above the melting point of the filler metal but below the melting point of the base metal in a vacuum state, and a weld is formed with the help of the filler metal's wetting and flowing of the base metal (brazing temperatures vary depending on the material).
Vacuum sintering that is, in a vacuum state, the metal powder products heated, so that adjacent metal powder grains through adhesion and diffusion and sintered into parts of a method.
Vacuum magnetization is mainly applied to the magnetization treatment of metal materials.
Classification
Vacuum furnace & Oven, i.e. vacuum heat treatment furnace, is distinguished according to the application equipment, which probably contains the following types:
Vacuum quenching furnace, vacuum brazing furnace, vacuum annealing furnace, vacuum magnetizing furnace, vacuum tempering furnace, vacuum sintering furnace, vacuum diffusion welding furnace, vacuum carburizing furnace and so on.
Vacuum oven is divided into vacuum resistance furnace, vacuum induction furnace, vacuum arc furnace, vacuum self-consumption arc furnace, electron beam furnace (also known as electron bombardment furnace) and plasma furnace, etc. according to the heating method.
Structure
Vacuum oven is generally composed of mainframe, furnace chamber, electric heating device, sealed shell, vacuum system, power supply system, temperature control system and outside the furnace transportation vehicle and so on. The sealed shell is welded with carbon steel or stainless steel, and the joint surfaces of the removable parts are sealed with vacuum sealing materials. In order to prevent the furnace shell deformation and sealing material heat deterioration, the furnace shell is generally water-cooled or air-cooled cooling. The furnace chamber is located in the sealed furnace shell. Depending on the purpose of the furnace, the interior of the furnace chamber is equipped with different types of heating elements, such as resistors, induction coils, electrodes and electron guns. Vacuum furnaces for melting metals are equipped with crucibles in the furnace chamber, and some are also equipped with automatic pouring devices and robots for loading and unloading materials. The vacuum system is mainly composed of vacuum pumps, vacuum valves and vacuum gauges.
Application
1.High-pressure high-flow rate gas quenching vacuum furnace
Mainly used for cold and hot work mold steel, high-speed steel, elastic alloys, high-temperature alloys, stainless steel, titanium alloys, magnetic materials and other materials, vacuum heat treatment.
2 double chamber high pressure gas quenching vacuum furnace
Mainly used for high pressure gas quenching of cold and hot working die steel, high-speed steel, elastic alloy, high temperature alloy, stainless steel, titanium alloy, magnetic materials and other materials, as well as vacuum sintering, vacuum brazing and other processes.
3.Double-chamber oil quenching gas-cooled vacuum furnace
It is mainly applied to bright quenching of tool steel, mold steel, bearing steel, spring steel and other materials.
4.Vacuum aluminum brazing furnace
Mainly applicable to automobile radiator, air conditioner evaporator, condenser, intercooler, radar grid antenna, waveguide, and all kinds of plate warping or tube sheet type heat exchanger vacuum welding.
5.Vacuum high temperature brazing furnace
It is mainly used for vacuum brazing of stainless steel, high temperature alloy, hard alloy, non-ferrous metal and other materials.