- Vacuum furnace & oven
- Annealing Furnace & Oven
- Tempering furnace & oven
-
Carburizing furnace & Ovens
-
Bell Type Furnace
-
Pit Type Furnace & Well Type Furnace
-
Box Furnace & Chamber Furnace
-
Car Bottom Furnace & Bogie Hearth Furnace
-
Nitriding furnace & Ovens
-
Melting furnace & Ovens
- Quenching furnace & Ovens
-
Rapid quenching furnace & Ovens
- Forging furnace & Ovens
- Bright heat treatment furnace & Ovens




Cart Vacuum Furnace & Ovens
Heat treatment furnace manufacturer,Jiangsu Hongtai Industrial Furnace Technology Co., Ltd
Vacuum furnace generally consists of mainframe, furnace chamber, electric heating device, sealed furnace shell, vacuum system, power supply system, temperature control system and outside the furnace transportation vehicle.
Products
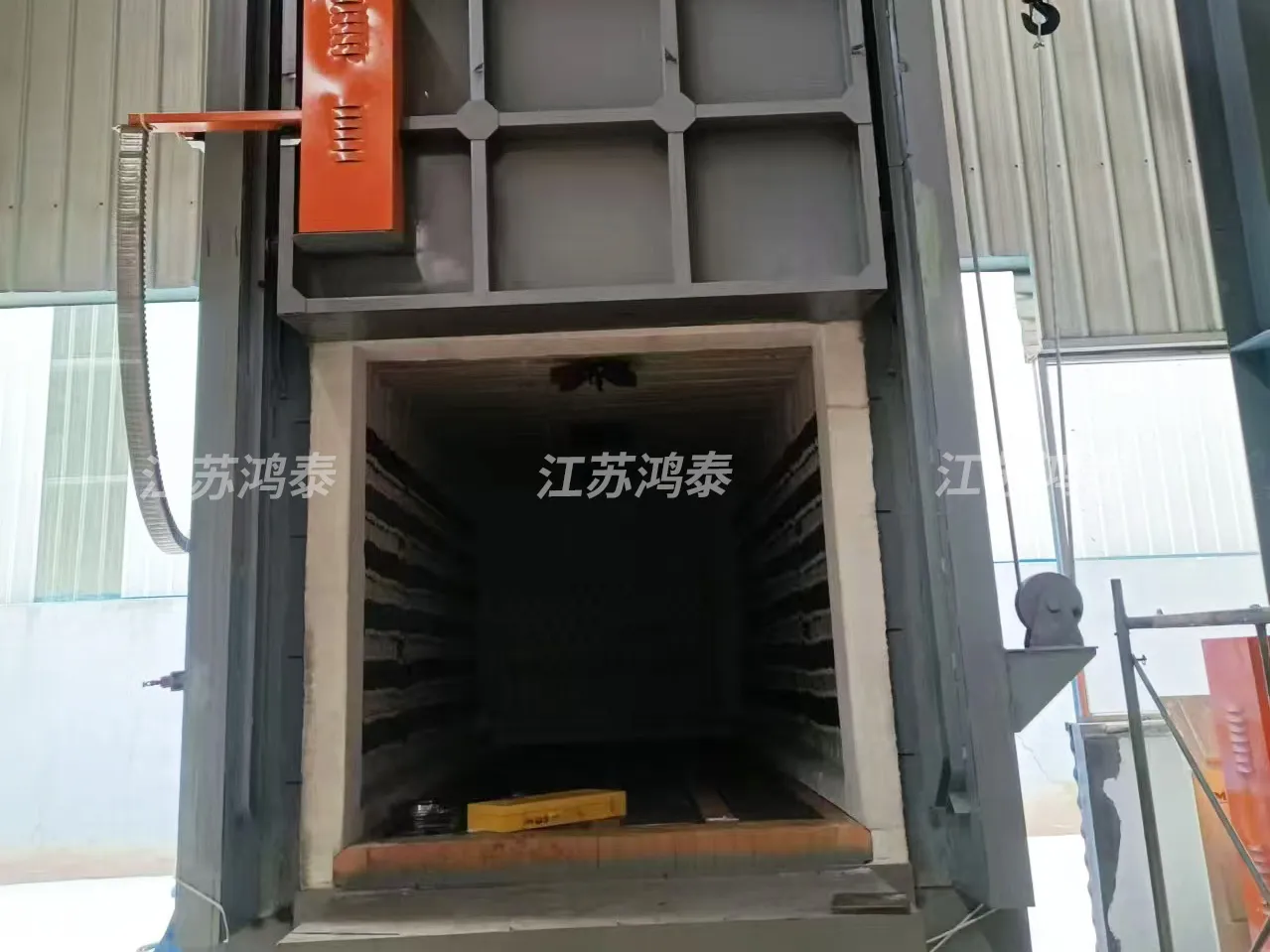
Cart Vacuum Furnace & Ovens
Mobile Vacuum Heat Treatment Solutions for Large Loads
Product Introduction
Our Cart Vacuum Furnaces and Ovens are innovative heat treatment systems designed for efficient and contamination-free processing of large, heavy, or bulky components. Unlike traditional fixed-hearth furnaces, these systems feature a movable cart or trolley that allows for easy loading and unloading of workpieces outside the hot zone, significantly improving operational flexibility and reducing downtime. By operating under vacuum, these furnaces prevent oxidation, decarburization, and surface contamination, ensuring superior material properties and bright finishes. Ideal for industries requiring high-quality heat treatment of large batches or irregularly shaped parts, our cart vacuum furnaces provide precise temperature control, excellent uniformity, and rapid heating/cooling capabilities, making them a versatile solution for applications such as bright annealing, vacuum brazing, sintering, and stress relief.
Key Advantages of Our Cart Vacuum Furnaces & Ovens
- Enhanced Loading Flexibility: Movable cart design simplifies loading and unloading of large, heavy, or complex workpieces outside the hot zone.
- Contamination-Free Processing: Vacuum environment prevents oxidation, decarburization, and surface contamination, ensuring bright, clean parts.
- Superior Material Properties: Achieves enhanced mechanical properties, bright surface finishes, and reduced distortion.
- Precise Temperature Control: Advanced heating systems and controls ensure excellent temperature uniformity and precise process replication.
- Reduced Downtime: Offline loading/unloading minimizes furnace idle time, increasing overall productivity and throughput.
- Versatile Applications: Suitable for bright annealing, vacuum brazing, sintering, degassing, hardening, and tempering of various metals and alloys.
- Robust & Durable Construction: Built with high-quality materials for long operational life and minimal maintenance, even under demanding vacuum conditions.
- Energy Efficiency: Advanced insulation and sealing minimize heat loss, leading to lower energy consumption and reduced operating costs.
Technical Specifications
| Parameter | Unit | Range/Value | Notes |
|---|---|---|---|
| Maximum Operating Temperature | °C | Up to 1350 (standard), higher on request | Customizable for specific applications |
| Working Dimensions (Width × Depth × Height) | mm | Customizable | Designed to customer specifications for various part sizes |
| Ultimate Vacuum Level | Pa | 10⁻⁴ to 10⁻¹ | Achieved via multi-stage vacuum pump system |
| Temperature Uniformity | °C | ±5 (typical) | Ensures consistent heat treatment results |
| Heating Method | - | Electric Resistance (Graphite, Molybdenum, Tungsten) | Optimized for vacuum environment |
| Cooling Method | - | Gas Quenching (Nitrogen, Argon), Vacuum Cooling | Selected based on desired material properties and cooling rates |
| Load Capacity | kg | Up to 20,000+ | Designed for heavy and large components |
Working Principle
Cart vacuum furnaces operate by creating a controlled, oxygen-free environment within the heating chamber, which is crucial for processing materials sensitive to oxidation or contamination. The key feature is a movable cart or trolley that allows workpieces to be loaded and unloaded outside the main furnace chamber. Once the workpiece is securely placed on the cart, it is rolled into the furnace and the chamber is sealed. A multi-stage vacuum pump system then evacuates the air and other atmospheric gases, achieving a high vacuum level. Heating elements, typically made of graphite, molybdenum, or tungsten, raise the temperature of the components to the desired level. Heat transfer primarily occurs through radiation in the vacuum. After the heating and soaking cycles, the furnace can perform controlled cooling, often using inert gas quenching (e.g., nitrogen or argon) or slow vacuum cooling, to achieve the desired metallurgical properties without surface reactions. The cart system enhances efficiency by allowing one batch to be prepared while another is being processed.
Process Flow
Material Loading
Components are loaded onto the movable cart outside the furnace chamber.
Cart Insertion & Sealing
The loaded cart is rolled into the furnace, and the chamber is sealed.
Vacuum & Heat Treatment
Vacuum is pulled, and material is heated to target temperature and held for a specified time.
Cooling & Unloading
Components are cooled (gas quenching or vacuum cooling) and the cart is rolled out for unloading.
Solving Customer Pain Points
Inefficient Loading/Unloading of Large Parts
The movable cart system significantly simplifies and speeds up the loading and unloading of large, heavy, or complex components, reducing manual effort and risk.
Oxidation & Surface Contamination
Our vacuum environment completely eliminates oxidation and surface contamination, ensuring bright, clean parts with superior surface integrity and no need for post-treatment cleaning.
Inconsistent Heat Treatment Results
Precise temperature control and uniform heating in vacuum ensure consistent and repeatable metallurgical properties across all components, even in large batches.
Long Cycle Times & Low Throughput
The ability to prepare the next batch on a separate cart while one is processing minimizes idle time, significantly increasing overall production throughput.
High Operating Costs & Maintenance
Our energy-efficient design, robust construction, and simplified loading/unloading lead to lower operating costs and reduced maintenance, maximizing uptime and productivity.
Limited Flexibility for Diverse Part Geometries
The spacious chamber and flexible cart design accommodate a wide variety of part sizes and geometries, offering high versatility for diverse manufacturing needs.
Customer Success Story
A major automotive supplier adopted our Cart Vacuum Furnace for heat treating large transmission components. They reported a 30% increase in throughput due to reduced loading times and improved part quality with consistent hardness and no surface discoloration, leading to significant cost savings and enhanced product reliability.
Customization & Support
We offer extensive customization options for working dimensions, temperature range, and vacuum levels to perfectly match your specific heat treatment requirements for large and heavy components. Our expert team provides comprehensive support from design and installation to training and after-sales service, ensuring seamless integration and optimal performance.
Related Keywords
cart vacuum furnace, mobile vacuum oven, large load heat treatment, contamination-free processing, industrial vacuum furnaces, flexible heat treatment, batch vacuum furnace, automotive heat treatment, aerospace components, heavy machinery heat treatment

Cart Vacuum Furnaces & Ovens Operational Principle
The Cart Vacuum Oven employs a triple-chamber design (heating/transition/cooling) with automated cart transfer system. During operation:
- Vacuum Generation: Mechanical roots pump (10⁰ Pa→10⁻² Pa) + oil diffusion pump (10⁻² Pa→10⁻⁴ Pa) establishes process vacuum within 15 minutes
- Thermal Processing: Molybdenum heating elements heat the Cart Heat Treatment Furnace chamber to 1320°C (max) with ±1.5°C uniformity (per AMS2750E Class 2)
- Material Transfer: Hydraulically driven cart transports loads between chambers under continuous <5×10⁻³ Pa vacuum
Critical Process Capabilities
Safety & Compliance
- Cart positioning accuracy: ±0.5mm (LVDT sensor verified)
- Overpressure protection: 1.5× operating pressure (ASME BPVC Section VIII compliant)
- Emergency venting: <60s chamber evacuation (EN 746-3 certified)
Vacuum oven, that is, in the furnace cavity of this specific space using a vacuum system (by the vacuum pump, vacuum measurement devices, vacuum valves and other components carefully assembled) will be part of the furnace cavity material discharge, so that the pressure in the furnace cavity is less than a standard atmospheric pressure, the furnace cavity space so as to realize the vacuum state, which is the vacuum oven.
Product Description:
This is a device for heating in a vacuum environment. In the metal shell or quartz glass sealed furnace chamber with piping and high vacuum pump system connection. The vacuum degree of the furnace chamber can be up to 133×(10-2~10-4) Pa. The heating system in the furnace can be directly heated by resistance wire (such as tungsten wire), or can be heated by high-frequency induction. The temperature can reach about 3000℃. It is mainly used for ceramic firing, vacuum smelting, degassing and annealing of electric vacuum parts, brazing of metal parts, and ceramic-metal sealing.
Advantages
(1) The oxidation and decarburization of the surface of the workpiece during the heating process are eliminated, and a clean surface without deterioration layer can be obtained. This improves the cutting performance of tools that are only ground on one side during sharpening (e.g., twist drills are ground so that the decarburized layer on the surface of the grooves is directly exposed to the cutting edge).
2)No need for three waste treatment.
(3) Furnace temperature determination, monitoring and control accuracy is significantly improved. Thermocouple indication value and furnace temperature temperature to ± 1.5 ° c. But the temperature difference between different parts of a large number of workpieces in the furnace is large, if the use of dilute gas forced circulation, can still be controlled in the range of ± 5 ° c temperature difference.
(4) high degree of mechanical and electrical integration. On the basis of temperature measurement and control accuracy, workpiece movement, air pressure adjustment, power regulation can be pre-programmed settings, according to the step-by-step implementation of quenching and tempering.
(5) Energy consumption is significantly lower than the salt bath furnace. Modern advanced vacuum oven heating chamber using thermal insulation materials made of heat-insulating walls and barriers, can be highly concentrated in the heating chamber of electric energy, energy saving effect is significant.
Function
Vacuum quenching (tempering, annealing) is a treatment method to achieve the expected performance by heating and cooling the material or parts under vacuum according to the process protocol.
Vacuum brazing is a welding process in which a group of welded parts is heated to a temperature above the melting point of the filler metal but below the melting point of the base metal in a vacuum state, and a weld is formed with the help of the filler metal's wetting and flowing of the base metal (brazing temperatures vary depending on the material).
Vacuum sintering that is, in a vacuum state, the metal powder products heated, so that adjacent metal powder grains through adhesion and diffusion and sintered into parts of a method.
Vacuum magnetization is mainly applied to the magnetization treatment of metal materials.
Classification
Vacuum furnace, i.e. vacuum heat treatment furnace, is distinguished according to the application equipment, which probably contains the following types:
Vacuum quenching furnace, vacuum brazing furnace, vacuum annealing furnace, vacuum magnetizing furnace, vacuum tempering furnace, vacuum sintering furnace, vacuum diffusion welding furnace, vacuum carburizing furnace and so on.
Vacuum furnace is divided into vacuum resistance furnace, vacuum induction furnace, vacuum arc furnace, vacuum self-consumption arc furnace, electron beam furnace (also known as electron bombardment furnace) and plasma furnace, etc. according to the heating method.
Structure
Vacuum furnace is generally composed of mainframe, furnace chamber, electric heating device, sealed shell, vacuum system, power supply system, temperature control system and outside the furnace transportation vehicle and so on. The sealed shell is welded with carbon steel or stainless steel, and the joint surfaces of the removable parts are sealed with vacuum sealing materials. In order to prevent the furnace shell deformation and sealing material heat deterioration, the furnace shell is generally water-cooled or air-cooled cooling. The furnace chamber is located in the sealed furnace shell. Depending on the purpose of the furnace, the interior of the furnace chamber is equipped with different types of heating elements, such as resistors, induction coils, electrodes and electron guns. Vacuum furnaces for melting metals are equipped with crucibles in the furnace chamber, and some are also equipped with automatic pouring devices and robots for loading and unloading materials. The vacuum system is mainly composed of vacuum pumps, vacuum valves and vacuum gauges.
Application
1.High-pressure high-flow rate gas quenching vacuum furnace
Mainly used for cold and hot work mold steel, high-speed steel, elastic alloys, high-temperature alloys, stainless steel, titanium alloys, magnetic materials and other materials, vacuum heat treatment.
2 double chamber high pressure gas quenching vacuum furnace
Mainly used for high pressure gas quenching of cold and hot working die steel, high-speed steel, elastic alloy, high temperature alloy, stainless steel, titanium alloy, magnetic materials and other materials, as well as vacuum sintering, vacuum brazing and other processes.
3.Double-chamber oil quenching gas-cooled vacuum furnace
It is mainly applied to bright quenching of tool steel, mold steel, bearing steel, spring steel and other materials.
4.Vacuum aluminum brazing furnace
Mainly applicable to automobile radiator, air conditioner evaporator, condenser, intercooler, radar grid antenna, waveguide, and all kinds of plate warping or tube sheet type heat exchanger vacuum welding.
5.Vacuum high temperature brazing furnace
It is mainly used for vacuum brazing of stainless steel, high temperature alloy, hard alloy, non-ferrous metal and other materials.