- Vacuum furnace & oven
- Annealing Furnace & Oven
- Tempering furnace & oven
-
Carburizing furnace & Ovens
-
Bell Type Furnace
-
Pit Type Furnace & Well Type Furnace
-
Box Furnace & Chamber Furnace
-
Car Bottom Furnace & Bogie Hearth Furnace
-
Nitriding furnace & Ovens
-
Melting furnace & Ovens
- Quenching furnace & Ovens
-
Rapid quenching furnace & Ovens
- Forging furnace & Ovens
- Bright heat treatment furnace & Ovens



Chamber vacuum furnace & Ovens
Heat treatment furnace manufacturer,Jiangsu Hongtai Industrial Furnace Technology Co., Ltd
Equipment for heating in a vacuum environment. It is piped to a high vacuum pumping system in a metal or quartz glass sealed chamber.
Products
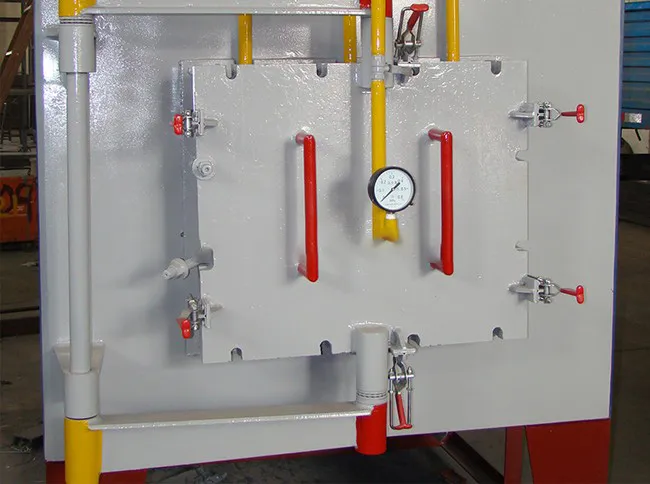
Chamber Vacuum Furnace & Ovens
Precision Heat Treatment for Diverse Applications
Product Introduction
Our Chamber Vacuum Furnaces and Ovens are highly versatile and precise heat treatment systems designed for a wide range of industrial applications. These furnaces create a controlled, oxygen-free environment by evacuating air from the heating chamber, preventing oxidation, decarburization, and surface contamination. This ensures superior metallurgical properties, bright surface finishes, and minimal distortion for treated components. With their robust construction and advanced control systems, chamber vacuum furnaces offer excellent temperature uniformity and repeatability, making them ideal for processes such as bright annealing, vacuum brazing, sintering, hardening, and tempering of various metals, alloys, and ceramics. Their compact design and efficient operation make them a valuable asset for industries requiring high-quality, contamination-free heat treatment, including aerospace, medical, tool & die, and automotive sectors.
Key Advantages of Our Chamber Vacuum Furnaces & Ovens
- Contamination-Free Processing: Vacuum environment eliminates oxidation, decarburization, and surface contamination, preserving material integrity and surface finish.
- Superior Material Properties: Achieves enhanced mechanical properties, bright surface finishes, and reduced distortion.
- Precise Temperature Control: Advanced heating systems and controls ensure excellent temperature uniformity and precise process replication.
- Versatile Applications: Suitable for a broad spectrum of heat treatment processes including bright annealing, vacuum brazing, sintering, hardening, and tempering.
- Robust & Durable Construction: Built with high-quality materials for long operational life and minimal maintenance, even under demanding vacuum conditions.
- Energy Efficiency: Advanced insulation and sealing minimize heat loss, leading to lower energy consumption and reduced operating costs.
- Compact Footprint: Efficient chamber design allows for high performance in a relatively small physical space, ideal for various facility layouts.
- Repeatable Results: Automated control systems ensure consistent process parameters, leading to highly repeatable and reliable heat treatment outcomes.
Technical Specifications
| Parameter | Unit | Range/Value | Notes |
|---|---|---|---|
| Maximum Operating Temperature | °C | Up to 1600 (standard), higher on request | Customizable for specific applications |
| Working Dimensions (Width × Depth × Height) | mm | Customizable | Designed to customer specifications for various part sizes |
| Ultimate Vacuum Level | Pa | 10⁻⁴ to 10⁻¹ | Achieved via multi-stage vacuum pump system |
| Temperature Uniformity | °C | ±3 to ±5 (typical) | Ensures consistent heat treatment results |
| Heating Method | - | Electric Resistance (Graphite, Molybdenum, Tungsten) | Optimized for vacuum environment |
| Cooling Method | - | Gas Quenching (Nitrogen, Argon), Vacuum Cooling | Selected based on desired material properties and cooling rates |
| Load Capacity | kg | Up to 500+ | Designed for various component sizes and weights |
Working Principle
Chamber vacuum furnaces operate by creating a highly controlled, oxygen-free environment within a sealed chamber, which is critical for heat treating materials susceptible to oxidation or contamination. The process begins with loading components into the furnace chamber, which is then sealed. A multi-stage vacuum pump system evacuates the air and other atmospheric gases, achieving a high vacuum level (e.g., 10⁻⁴ Pa). Heating elements, typically made of graphite, molybdenum, or tungsten, then raise the temperature of the components to the desired level. Heat transfer primarily occurs through radiation in the vacuum. After the heating and soaking cycles, the furnace can perform controlled cooling, often using inert gas quenching (e.g., nitrogen or argon) or slow vacuum cooling, to achieve the desired metallurgical properties without surface reactions. The sealed chamber design ensures process integrity and cleanliness, making it suitable for high-precision applications.
Process Flow
Material Loading
Components are loaded into the chamber and the furnace door is sealed.
Vacuum Evacuation
The chamber is evacuated to a high vacuum level using a multi-stage pump system.
Heating & Soaking
Material is heated to the target temperature in vacuum and held for a specified duration.
Cooling & Unloading
Components are cooled (gas quenching or vacuum cooling) and then removed from the furnace.
Solving Customer Pain Points
Oxidation & Surface Contamination
Our vacuum environment completely eliminates oxidation and surface contamination, ensuring bright, clean parts with superior surface integrity and no need for post-treatment cleaning.
Inconsistent Heat Treatment Results
Precise temperature control and uniform heating in vacuum ensure consistent and repeatable metallurgical properties across all components, even in complex geometries.
Material Distortion & Cracking
Controlled heating and cooling rates in vacuum minimize thermal stresses, significantly reducing distortion and cracking in sensitive materials.
High Operating Costs & Maintenance
Our energy-efficient design, robust construction, and automated controls lead to lower operating costs and reduced maintenance, maximizing uptime and productivity.
Limited Process Versatility
These furnaces support a wide range of advanced heat treatment processes, including bright annealing, brazing, and sintering, offering high versatility for diverse applications and materials.
Environmental Concerns & Safety
Vacuum heat treatment eliminates the need for hazardous atmospheres, reducing environmental impact and improving workplace safety compared to traditional methods.
Customer Success Story
A leading aerospace component manufacturer utilized our Chamber Vacuum Furnace for the bright annealing of turbine blades. They achieved exceptional surface finish and grain structure uniformity, significantly reducing post-processing steps and improving the fatigue life of critical components, leading to higher product reliability and cost savings.
Customization & Support
We offer extensive customization options for working dimensions, temperature range, and vacuum levels to perfectly match your specific heat treatment requirements. Our expert team provides comprehensive support from design and installation to training and after-sales service, ensuring seamless integration and optimal performance for your production needs.
Related Keywords
chamber vacuum furnace, vacuum heat treatment, precision annealing, brazing, sintering, hardening, industrial vacuum ovens, versatile heat treatment, aerospace heat treatment, medical device heat treatment, tool & die heat treatment, automotive heat treatment

The Synergy of Vacuum Thermal Processing Technologies
Chamber vacuum furnaces & ovens revolutionize material engineering by creating contamination-free environments through three-phase process chains:
Core Technological Principles
1.Pre-treatment Phase
Chamber vacuum oven systems utilize dynamic gas exchange mechanisms, where intelligent atmosphere control modules alternate between vacuum and inert gas phases to eliminate hydrogen embrittlement in titanium alloys. This process achieves oxidation-free surfaces for aerospace fasteners, serving as the foundation for subsequent treatments.
2.Transformation Phase
Chamber heat treatment furnace architectures incorporate spectral-tuned radiative heating:
Gradient Sintering: Molybdenum elements emit 2.4μm infrared energy to enable atomic diffusion without grain-boundary liquid phase formation, preventing deformation defects in cemented carbides
Pulse Carburization: Alternating C₂H₂/N₂ injection creates carbon concentration gradients on turbine blades, tripling service life
Non-equilibrium Quenching: 20bar He turbulent cooling suppresses martensitic stress, ensuring ≤0.01mm edge straightness in surgical tools
3.Stabilization Phase
Chamber vacuum oven solutions employ thermal field recursion to perform stepwise stress relief on 3D-printed rocket nozzles, maintaining ±0.05mm dimensional accuracy in honeycomb structures.
Industrial Value Proposition
Energy Sector: Achieves He leak rate <10⁻⁹ Pa·m³/s in nuclear cladding tube diffusion bonding, eliminating intergranular corrosion risks of arc welding
Electronics: Reduces dielectric loss by 40% in 5G ceramic filters via oxygen-free brazing, enhancing base station stability to 99.999%
Biomedical: Creates nano-scale α/β phase distribution in CoCr knee implants, reducing wear rate to 1/8 of conventional methods
Vacuum furnace & ovens, that is, in the furnace cavity of this specific space using a vacuum system (by the vacuum pump, vacuum measurement devices, vacuum valves and other components carefully assembled) will be part of the furnace cavity material discharge, so that the pressure in the furnace cavity is less than a standard atmospheric pressure, the furnace cavity space so as to realize the vacuum state, which is the vacuum furnace.
Product Description:
This is a device for heating in a vacuum environment. In the metal shell or quartz glass sealed furnace chamber with piping and high vacuum pump system connection. The vacuum degree of the furnace chamber can be up to 133×(10-2~10-4) Pa. The heating system in the furnace can be directly heated by resistance wire (such as tungsten wire), or can be heated by high-frequency induction. The temperature can reach about 3000℃. It is mainly used for ceramic firing, vacuum smelting, degassing and annealing of electric vacuum parts, brazing of metal parts, and ceramic-metal sealing.
Advantages
(1) The oxidation and decarburization of the surface of the workpiece during the heating process are eliminated, and a clean surface without deterioration layer can be obtained. This improves the cutting performance of tools that are only ground on one side during sharpening (e.g., twist drills are ground so that the decarburized layer on the surface of the grooves is directly exposed to the cutting edge).
2)No need for three waste treatment.
(3) Furnace temperature determination, monitoring and control accuracy is significantly improved. Thermocouple indication value and furnace temperature temperature to ± 1.5 ° c. But the temperature difference between different parts of a large number of workpieces in the furnace is large, if the use of dilute gas forced circulation, can still be controlled in the range of ± 5 ° c temperature difference.
(4) high degree of mechanical and electrical integration. On the basis of temperature measurement and control accuracy, workpiece movement, air pressure adjustment, power regulation can be pre-programmed settings, according to the step-by-step implementation of quenching and tempering.
(5) Energy consumption is significantly lower than the salt bath furnace. Modern advanced vacuum furnace heating chamber using thermal insulation materials made of heat-insulating walls and barriers, can be highly concentrated in the heating chamber of electric energy, energy saving effect is significant.
Function
Vacuum quenching (tempering, annealing) is a treatment method to achieve the expected performance by heating and cooling the material or parts under vacuum according to the process protocol.
Vacuum brazing is a welding process in which a group of welded parts is heated to a temperature above the melting point of the filler metal but below the melting point of the base metal in a vacuum state, and a weld is formed with the help of the filler metal's wetting and flowing of the base metal (brazing temperatures vary depending on the material).
Vacuum sintering that is, in a vacuum state, the metal powder products heated, so that adjacent metal powder grains through adhesion and diffusion and sintered into parts of a method.
Vacuum magnetization is mainly applied to the magnetization treatment of metal materials.
Classification
Vacuum furnace, i.e. vacuum heat treatment furnace, is distinguished according to the application equipment, which probably contains the following types:
Vacuum quenching furnace, vacuum brazing furnace, vacuum annealing furnace, vacuum magnetizing furnace, vacuum tempering furnace, vacuum sintering furnace, vacuum diffusion welding furnace, vacuum carburizing furnace and so on.
Vacuum furnace is divided into vacuum resistance furnace, vacuum induction furnace, vacuum arc furnace, vacuum self-consumption arc furnace, electron beam furnace (also known as electron bombardment furnace) and plasma furnace, etc. according to the heating method.
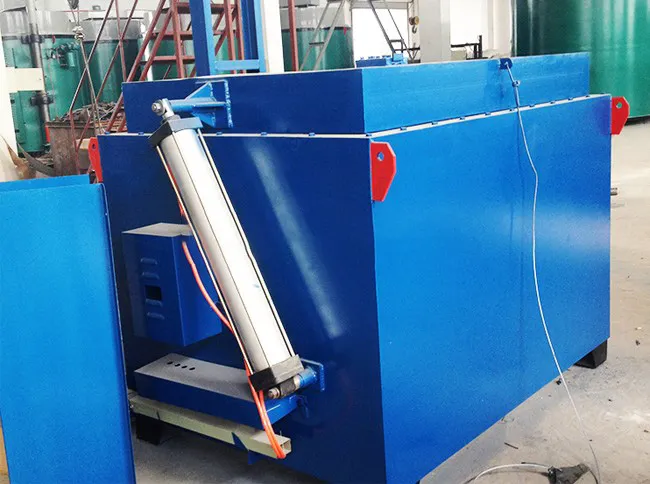
Structure
Vacuum furnace is generally composed of mainframe, furnace chamber, electric heating device, sealed shell, vacuum system, power supply system, temperature control system and outside the furnace transportation vehicle and so on. The sealed shell is welded with carbon steel or stainless steel, and the joint surfaces of the removable parts are sealed with vacuum sealing materials. In order to prevent the furnace shell deformation and sealing material heat deterioration, the furnace shell is generally water-cooled or air-cooled cooling. The furnace chamber is located in the sealed furnace shell. Depending on the purpose of the furnace, the interior of the furnace chamber is equipped with different types of heating elements, such as resistors, induction coils, electrodes and electron guns. Vacuum furnaces for melting metals are equipped with crucibles in the furnace chamber, and some are also equipped with automatic pouring devices and robots for loading and unloading materials. The vacuum system is mainly composed of vacuum pumps, vacuum valves and vacuum gauges.
Application
1.High-pressure high-flow rate gas quenching vacuum furnace
Mainly used for cold and hot work mold steel, high-speed steel, elastic alloys, high-temperature alloys, stainless steel, titanium alloys, magnetic materials and other materials, vacuum heat treatment.
2 double chamber high pressure gas quenching vacuum furnace
Mainly used for high pressure gas quenching of cold and hot working die steel, high-speed steel, elastic alloy, high temperature alloy, stainless steel, titanium alloy, magnetic materials and other materials, as well as vacuum sintering, vacuum brazing and other processes.
3.Double-chamber oil quenching gas-cooled vacuum furnace
It is mainly applied to bright quenching of tool steel, mold steel, bearing steel, spring steel and other materials.
4.Vacuum aluminum brazing furnace
Mainly applicable to automobile radiator, air conditioner evaporator, condenser, intercooler, radar grid antenna, waveguide, and all kinds of plate warping or tube sheet type heat exchanger vacuum welding.
5.Vacuum high temperature brazing furnace
It is mainly used for vacuum brazing of stainless steel, high temperature alloy, hard alloy, non-ferrous metal and other materials.